YOUR BLOW MOLDING
PROGRAM,
DE-TANGLED.
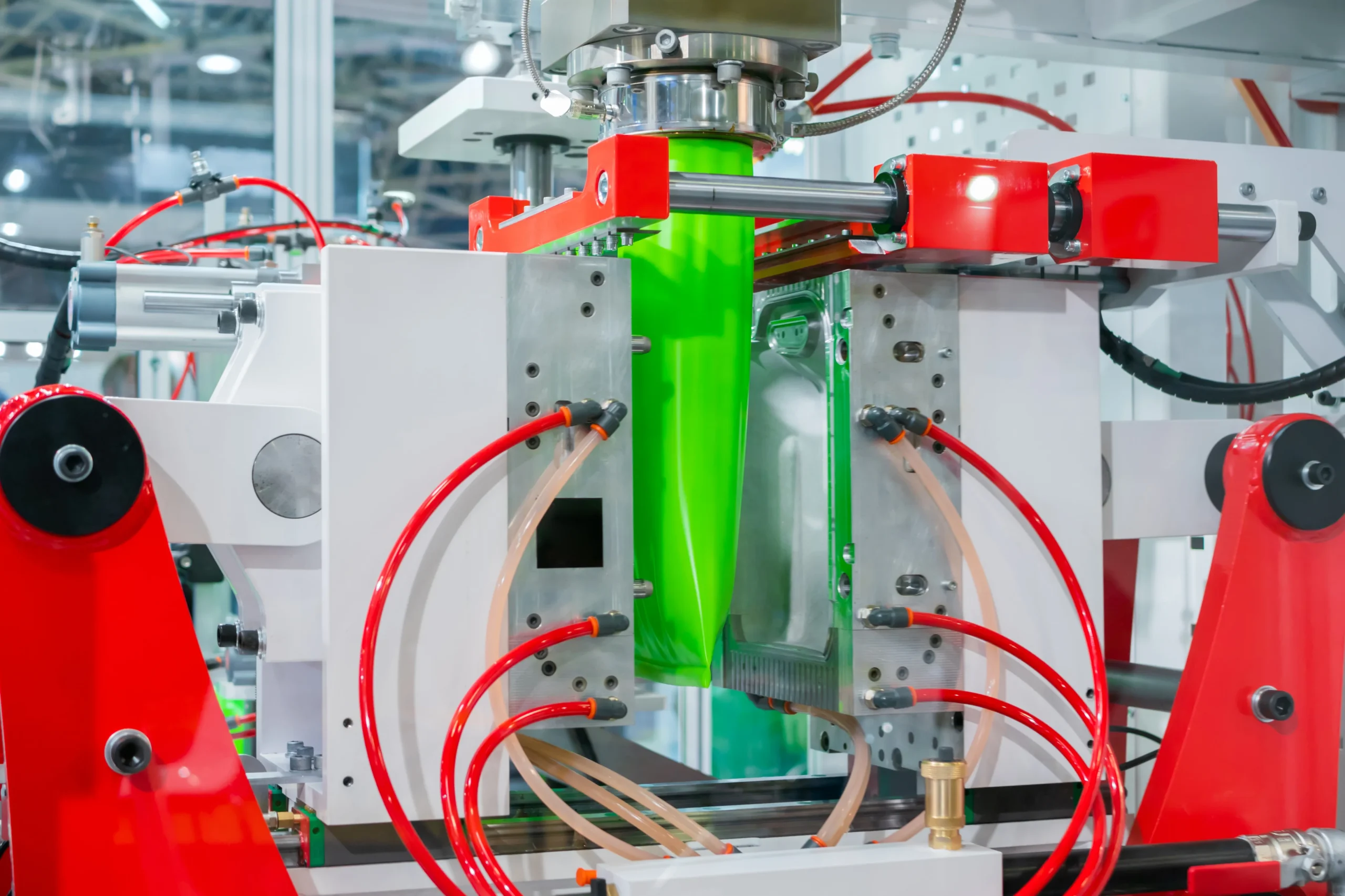
If you have ever sourced blow molded tanks, bottles, or containers from anywhere in the world, you know the routine. Most buyers spend their week chasing updates instead of doing their real work. We built VIA INDIGOS to give that time back. Most blow molding programs run resin drying, parison extrusion, blowing, trimming, leak testing, and sometimes molding and tooling to get to your dock, and we run the whole chain under one owner. 25+ plastics partner facilities across our key India clusters, part of a 470+ facility audited partner network. Wall thickness held in process, parts from small bottles to 1000 liter tanks. One owner on your program from drawing intake through US dock delivery. Whether your monthly volume is 5,000 pieces or 500,000, we set up the program the same way.